
 Hrvatski
Hrvatski
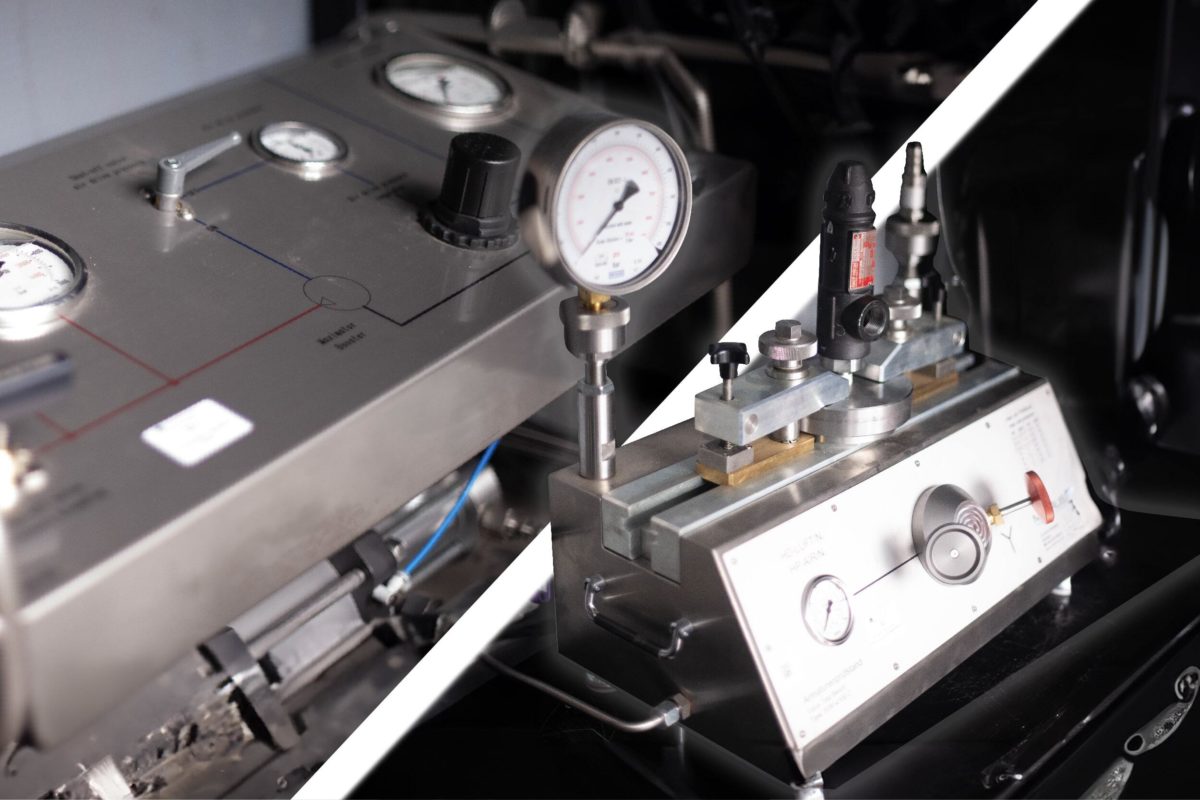
Valve Testing Under Test Pressure
We conduct testing on various types of valves, including ball, tapered, butterfly, gate, and stop valves. Valves are tested up to an operating pressure of 420 bar or a test pressure of 650 bar. When testing the housing with water, the test pressure is set at 1.5 times higher than the maximum operating pressure.
Our test pressure service ensures that your valves can withstand operational pressures, minimizing risks, enhancing the safety of your pipeline infrastructure.
Key Features
Test Pressure Capacity Up to 600 Bar:
We test valves under extreme pressure to ensure optimal performance in operating conditions.
Thorough Inspection Process:
Through testing, we verify the tightness, durability, and functionality of the valve housing and seat to ensure compliance with safety standards.
Advanced Testing Technology:
Utilizing cutting-edge equipment to guarantee precise and reliable results.
Compliance with Industry Standards:
We test on-off valves in accordance with the standards: API 6A / API 6D / API 598 / ISO 5208 / EN 12266-1.
Real-Time Test Reporting:
Receive instant, detailed reports on valve performance for quick and informed decision-making.
Technical Specifications
- Pressure testing range: Up to 600 bar for comprehensive testing of valves under operating conditions.
- Valve types: Ball, tapered plug, butterfly, gate, and stop valves.
- Test fluids: Testing can be performed using water or gas, depending on the type of valve and the system’s requirements.
- Temperature range: The test bench can be used for testing with water at temperatures between 5 °C and 45 °C.
- Measurement precision: We provide accurate testing with a margin of error of less than 0.5%, ensuring precise and trustworthy results.
- Turnaround time: Flexible test durations based on valve type, with prompt reporting to minimize downtime and operational disruptions.

Applications Across Industries
- Oil and gas pipelines
- Petrochemical and refinery plants
- Power generation facilities
- Water treatment plants
- HVAC and industrial systems
Advantages
- Durability of equipment and valves: Regular lubrication and proper valve handling (opening/closing), as per the manufacturer’s recommendations, ensure a longer operational life and reduce the need for frequent replacements.
- Timely detection of defects: By testing the valves, we can identify defects that allow us to replace the valves promptly, preventing a failure that could cause additional costs due to damage to system components.
- Compliance with global safety standards

Reliable Valve Pressure Testing
Ensure the performance, safety, and reliability of your pipeline systems with top-quality high-pressure valve testing and inspection services.

